When you click on links to various merchants on this site and make a purchase, this can result in this site earning a commission. Affiliate programs and affiliations include, but are not limited to, the eBay Partner Network.
I know this is old, but searching for my name I came upon this so I wanted to clear up confusion. I used a USDM TT oil pump and USDM TT (6spd) ECU.
Regards,
Tony
Tony, thank you for posting here and clearing that up!! I learned a tremendous amount from the NA-block-with-GTE-head thread you made!
As things have evolved on my project I eventually ended up going with a 2JZGTE block including the piston oil squirters and new OEM pistons (actually just now getting read to take all that to the machine shop for final measurement and assembly) and thus a 2JZGTE oil pump, GTE trigger gear and USDM OBD1 6-speed ECU.
The decision finally came down to realizing that it is just far easier to plumb the oiling the factory way for the factory sequential twin turbos that I am using with a GTE block rather than a GE block. I nearly worked out a system to run two oil lines from a Y-splitter leading to the oil cooler with the IS300 union bolt before I switched entirely to the GTE block, GTE pump, etc.
Somewhere along the line in my research I realized you must have set up your engine with the NA block and GTE head with a single turbo setup rather than the twins. If not for two sequential twins I would have followed your blueprint pretty closely.
In checking on all the parts where the engine block is stored so far my GTE rods and new GTE pistons are missing from where they were supposed to be stored. A lot of things were moved around in a panic to save what could be saved from the big east coast hurricane a few months ago. They may have been mistakenly thrown into nearby relative's house in the chaos.
Edit/Update: I located the GTE rods and GTE pistons. They were stuffed into a random storage bin that wasn't immediately visible.
So, with that... on to the machine shop to get everything measured.
looks like I can see a GTE / R154 SC300 running by summer
Thanks! We'll see. The goal is to get the ball rolling with the short block rebuild at the shop over the holidays. That might or might not be done by summer. The rest I will address myself.
I've been researching on forged pistons just as a contingency plan before dropping off all the hardware and ordering bearings.
IF I have to overbore to 86.5mm I think my best chance would be with a 4032 forging due to the higher silicon content for less piston expansion, tighter cylinder to wall clearance and better long term wear. I'm searching for what options are available.
However right now I'm still set to drop everything off for a very mild block decking (just to get rid of surface imperfections), a standard hone and rebuild with my new OEM GTE 86mm pistons. The machinist also explained to me that using the ARP rod bolts meant a bit of machining to the rods where the bolt ends get torqued so that they will not cause the stock GTE rods to go out of shape ("out of round"?). I'm fine with that if it means doing it right.
But more interestingly I just found this thread regarding the OEM GTE pistons. It suggests that despite only offering one 86mm stock size they might actually be ever so slightly larger than original used GTE pistons and thus would fit properly into a freshly honed stock bore cylinder wall well within the FSM specs for piston-to-cylinder-wall-clearance. This is the first time I have read of this so I'm looking for corroboration. It also could be that the measurements of the thread poster reflect the slight collapsing of a used stock GTE piston versus a brand new stock GTE piston that has never been exposed to repeated heating and cooling cycles inside and engine.
After I explained my intended use of the 2JZGTE engine in stock/BPU form and my wish to use it as a daily driver and have near stock longevity to at least 200k-250k+. Tony Calvert in sales explained that between 2618 forged aluminum non-silicon and 4032 forged aluminum partial silicon and hypereutectic paired against my stated goals and uses I would have a better experience with either hypereutectic or 4032 forged. However Tony said that CP no longer makes any 4032 forgings-- only 2618 for serious high horsepower applications. It seemed to be implied that even a custom order would only be possible in 2618 forging.
So given that, for however this post may help anyone, if looking for a 4032 forged oversize piston for a 2JZ block, CP is out. I have not yet checked into whether or not Wiseco, Mahle, Cosworth, JE, Ross or Diamond offer 4032 pistons for 2JZ's.
Update:
Checked the Mahle catalog and they do not make ANY pistons for the 2JZ series.
Wiseco of course makes 2618 forgings for the 2JZ but they also *seem* to make 4032 forgings. I've contacted them and am waiting to hear back.
I will update this post eventually with a table of which aftermarket piston manufacturer makes pistons for our engines in 2016 and from what alloy or process.
With this swap I am not using a universal oil pan drain with a standard AN fitting. This is a stock 2JZGTE Supra turbo oil drain setup for the stock sequential twin system. I recently discovered I actually have a spare one of these in my parts jumble-- go figure after all the scouring. I was bound to wind up with two of something ;D
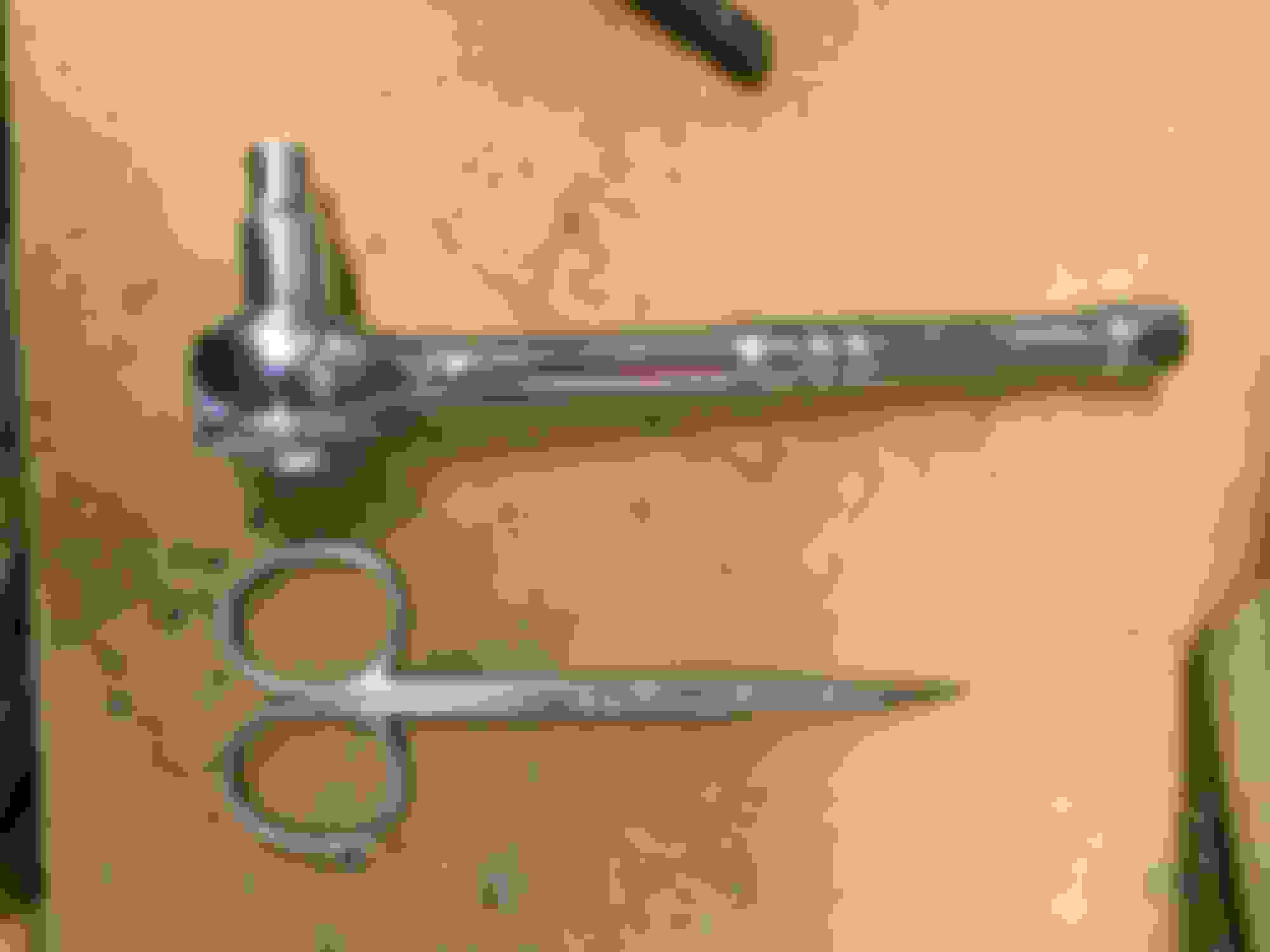
I took note of the comments on page 2 of Luxor's oil pan tap thread about the need to bore out the drain hole sufficiently and so I used a combination of two large bits (one a 44/64ths and another even larger) to bore out the hole enough to use a couple of grinder bits to get everything uniform. Then I used some 220 grit sandpaper on top of that to smooth out any roughness. The finished product turned out well I think.
Next, the 17/64ths drill bit is perfect sizing for the M8x1.25 tap. I did want to use a drill press for accuracy but unfortunately the one I have access to was not capable raising high enough for this job and so I eyeballed everything. Make sure you compare the pan-side thread end of your studs to your 17/64ths bit to measure where you'll tape off to make sure you do not drill too deep.
The tap was actually the hardest to get aligned correctly more than the drilling out of the two un-drilled areas. I eyeballed the alignment from the side to make sure I got as close to a 90-degree angle at the X and Y axis as possible.
The factory studs use the common 5mm socket to screw in.
I can't see how doing this with the pan on an engine in an SC isn't going to get shavings into the oil but then again this is the first time I've attempted it myself.
(Note: the fine clippers pictured next to the small socket wrench were used to clear out any lingering metal shavings after drilling and tapping respectively).
I cleaned up the finished oil pan with some Simple Green and an old toothbrush. At this point I don't see any remaining fine shavings on the pan so I think I'm fine without getting it cleaned any further. Someone correct me if I am wrong about this though.
Next, crank and rod bearings.
I decided to go with Toyota bearings for more precise sizing. I know that ACL or Clevite standard size bearings are preferred for their durability in high horsepower applications but since I am building the entire engine to stock specifications for longevity, emissions, simple reliability, BPU power levels and how tough the stock bearings are anyway I'm okay with stock for my purposes.
To do this though, takes some detective work:
Going by the number markings on the engine block, crankshaft, and connecting rods and Toyota's little guide system it is then determined what bearing size is needed for each location on the crank and what bearings are needed for the (OEM) connecting rods.
In my case I had these numbers:
Crankshaft: 3334323
Engine Block: 4453456
Con rods: All marked with "2"
Even though they were out of order (the Toyota system tells what goes where anyway) I had my old bearings to compare the new bearing sizes to. The types for each location were exactly the same as expected.
My old bearings for the crank (out of order) were marked:
3,3,3,3,3,4,3
My old bearings for the rods were marked (also out of order, and confusing at first but it's just the first number that is important. All "3"):
3J40K
3K06K
3K06K
3K07K
3K07L
3J40L/3J22L
But really, all the old bearing numbers do is give you confirmation that what you are putting back in is exactly what you took out of the engine. Gerry, I'm correct on this part, yes?
Stock 1992-1997 Stock 2JZ-GTE/GE rod markings:
2JZ-GTE/GE crank marking:
I can't find the engine block marking picture right now. I took one but the location is directly over the final journal at one end. At the other end there is a serial number in Japanese kanji that is irrelevant.
And the relevant TSRM manual pages:
I did have options to order these bearings at a very good price but since time is against me at the moment I need them soon I got them from a local dealer that knows me with a discount. For anyone wondering what a set of OEM bearings generally run below MSRP from the USA it's about $330. ACL or Clevites are cheaper (unless you can find a great price from an importer and have the time to wait) but again, for my purposes and the time constraint I am under at the moment to get the block assembly started it's worth it to me.
Added to this I realized I had no bolts to install the oil pump so I got a set of those, a timing chain guide and a VERY crucial last-minute "oops, I need that": new crankshaft thrust bearings.
As soon as the last couple of backordered bearings arrive (don't worry, there is no shortage of these, they just aren't commonly stocked), away we go.
I also dropped off all my bare aluminum top end parts for cleaning. I'll re-coat them with some clear in a couple of days and take the valve covers to get powder-coated.
A couple of other considerations I have:
Having bought a brand new 2JZGTE timing belt gear (for the crank) with the crank sensor trigger plate, I know these can be prone to dislocating and throwing the engine off in some cases. Or at least this is what I have heard. Should I buy the PHR gear or take this one to be welded and sanded flat?
Also, I have a brand new timing belt tensioner bracket for final assembly but I am aware these can break in very old engines. Is the PHR timing belt tensioner billet bracket really worth it or would this just be an overkill measure if all I am interested in is more reliability?
And some pictures of the lower end parts for now. Just the bearings remain to be added. Addendum: these are now pictured below.
Well... and the ARP head bolts (I have new OEM washers) and a new OEM head gasket in order to close up the top with the new cylinder head. Ah... I still haven't taken any pictures of that.
Addendum: this is the set of OEM 2JZ engine bearings that came in. Note: OEM thrust bearings are not pictured and those are required also. I picked those up separately before turning all of these parts over to my machine shop.
Looks like you are ready to roll my friend . A little bit more and you are ready to assemble that power plant. I can see it running !
To get less metal shavings , one can use a 7/8 hole saw in drilling that oil return hole. But regardless of what you use, you will have some metal shavings in there if you don't take out that upper oil pan when you drill it.
Like , I tried it on one engine on an engine stand , took out lower oil pan .. . placed a clean rag inside the upper oil pan behind that spot and a huge shop vac running all the time outside the oil pan and pointed at that spot . to catch all the metal shavings. I still got some minute pieces of metal shaving inside the oil pan. Had to clean it out well. So truly , the best is taking out that upper oil pan before drilling that hole. You may get away without taking it out but once those minute metal shavings get into your bearings .. your engine will be gone .
Looks like you are ready to roll my friend . A little bit more and you are ready to assemble that power plant. I can see it running !
To get less metal shavings , one can use a 7/8 hole saw in drilling that oil return hole. But regardless of what you use, you will have some metal shavings in there if you don't take out that upper oil pan when you drill it.
Like , I tried it on one engine on an engine stand , took out lower oil pan .. . placed a clean rag inside the upper oil pan behind that spot and a huge shop vac running all the time outside the oil pan and pointed at that spot . to catch all the metal shavings. I still got some minute pieces of metal shaving inside the oil pan. Had to clean it out well. So truly , the best is taking out that upper oil pan before drilling that hole. You may get away without taking it out but once those minute metal shavings get into your bearings .. your engine will be gone .
Apologies for taking so long to reply, Gerry!
Yes, I agree. After doing this DIY myself I personally feel like removing the oil pan is the only truly safe way to do it. And I did clean out my open oil pan after finishing the drilling and smoothing of the port but I may still want to have the shop drop it in the sonic bath just to make sure that no tiny micro-shavings get into any bearings or passages when the rebuilt engine is started for the first time. After all this the last thing I want to do is blow my 2JZGTE due to having not properly cleaned old parts ;D
A long overdue update on the progress since my last big post. This time I am just going over some of the last DIY projects for the engine build from early January 2017 that I had no time to post.
Currently the very latest is that my short block is in cue at my machinist's shop for the light cylinder hone and rebuild with new stock OEM 86mm GTE pistons and rings.
------------------------------------------------------------------------------------------------------------------- Notes on trying to locate any aftermarket 4032 forged piston in an overbore size:
I also did get better notes on the availability of any 2JZGTE higher silicon content 4032 forged pistons (for better long term cylinder wear) as opposed to the very common 2618 non-silicon forged pistons. So far I was able to narrow it down to ONE supplier if I ever needed it: Arias Pistons. By special request they will sell anyone a set of 4032 forged 2JZGTE pistons in size increments as little as 0.10 Over if desired. They still have the forging process available for this.
Now that being said, I'm not sure how well regarded Arias pistons are in the 2JZGTE world even for 350whp-500whp low boost applications but for what it's worth that is the only 4032 forged piston option I have had confirmed for me so far.
When I called CP Pistons and Wiseco both technical departments confirmed for me that 4032 forgings are not available. CP's agent told me that at one time they made 4032 pistons for the 2JZGTE engine but that was many years ago. I've had no confirmation from JE Pistons, Ross Pistons, Mahle or even Cosworth on 4032 forged availability.
In general you will never have problems finding a good 2618 forged piston for serious high horsepower applications. For this engine build and for the intended use I have planned I have been looking for an aftermarket piston with engine wear and long term longevity characteristics closer to stock Toyota should my 86mm OEM pistons not cut it with this engine block. So far it appears I can stick with OEM pistons for my rebuild but to know what alternatives are available has been important information to me.
-------------------------------------------------------------------------------------------------------------------
As to DIY projects for the engine build that I last tackled in January:
I got myself a Harbor Freight 2,000lb V-type engine stand and a load leveler.
Valve Covers:
Prior to this I had some trouble removing the old PCV valve and the hardened rubber grommet surrounding it. That took a lot of very careful chiseling with a small screwdriver (to avoid nicking the aluminum cover) to gradually break apart the grommet which finally dropped itself and the PCV valve inside of the valve cover! A lot of shaking and troublesome use of small pliers and tearing at that grommet as well as getting all of the debris removed finally yielded a clean valve cover ready to be painted.
I had previously done some heavy scrubbing and cleaning with Simple Green spray and I managed to get the covers looking decent but they still weren't looking good enough. Next, I took them to my machine shop where they ran them along with other aluminum parts through their sonic cleaning bath. That got them looking much cleaner than any scrubbing could have done.
Finally, I sent the 2JZGTE Non-VVT-i valve covers in for powder coating. They came out really well and the turnaround was only three days!!
Engine top side aluminum parts: intake manifold, sequential twin turbo aluminum intake parts and others
All of these pieces were pretty dirty. I cleaned them up with Simple Green but it still wasn't really enough so all the removable pieces were taken off and everything was sent to the machine shop for the sonic bath. I had these cleaned at the same time as the valve covers.
You can see that this 2JZGTE water pump elbow had a very stubborn gasket stuck on there. You're supposed to use plastic scrapers and special gasket solvents on any aluminum engine parts to remove caked on gaskets. In this case there was no amount of careful work I could do to remove this one. It was like petrified wood and had fused to the aluminum. The sonic clean or perhaps a stronger process the shop has will have removed this by now.
Once they were back from cleaning they had to be re-sealed since the aluminum would be susceptible to fingerprints and oil stains without a sealer coating. I went with VHT Satin Clear for a simple factory-like finish.
Heavy metal engine support brackets and miscellaneous:
I am still not sure of the purpose of these parts other than that they support components on the engine's turbo side and intake side. They were both extremely rusty when I pulled them out to evaluate, so I went to work on a de-rusting solution.
There are a few ways to do this. I wanted to go the chemical route first. You can use (with VERY CAREFUL MONITORING FOR NOT TOO LONG) common store-bought distilled vinegar (which is a light acid) and see if that adequately removes your surface rust. I found this worked well over many hours with old rusted workshop tools and screwdrivers that I tested on but I really liked this de-rust solution I found at Autozone: $20 and requires mixing with 1 gallon of tap water but it works well.
These parts took a long time for the solution to fully get at all of the oxidation but it was worth it.
In either case you must wash the liquid from the parts you've de-rusted so as to prevent a yellow surface tinge.
I then took the finished parts, masked off any appropriate areas and gave them 2-3 coats of VHT Black paint on both sides and all crevices, making sure to check for any small areas I missed. I think I gave them a final coat of VHT Satin Clear after they had fully dried.
Good results!
Important note: I DO NOT recommend using this process on any screws or threaded parts. At the very least do not use the vinegar approach for any such parts. Instead, take slower and more labor intensive approaches to cleaning up the surface rust and oxidized finishes of any parts with threaded areas. Small screws are fine in vinegar for a short time (30min or so with monitoring) and that will be a slow process anyway but just as a general precaution, only do this with parts that do not have threads.
Next, I needed to de-rust some areas of ONE of the two used 2JZGTE turbo heat shields I have.
One is the USDM version for the CT12B turbos and one is a JDM version for the CT20 turbos. My USDM one has more severe rust damage but I think I can make it work.
2020 Addendum: I didn't realize I also had a JDM OEM 2JZGTE turbo heat shield at the time but I cleaned it up anyway along with the USDM CT12B heat shield.
These also got put into the Metal Rescue Rust Remover Bath (14oz solution and 1gal water). Being stainless steel they took forever to show progress, as in several days. I got one to where I'd like it but the other one will still need more cleaning later. I will probably take both of these in for powder-coating unless I figure out a good way to paint them in a factory finish myself.
Current projects, March 2017:
Things have been busy for me otherwise and with the engine short block in queue for rebuilding at the machine shop I took a break for the last couple of months.
The SC300 has had some regular maintenance: the factory ignition igniter and harmonic dampener were replaced (both prior to failure) and this week the car will get another short interval oil change and have its TT brakes serviced front and rear. I'll also be replacing the rear 255/40-17's with 275/40-17's which is the tire ratio I'll want the car to have from now on. Later my front tires will go from size 235/45-17 to 245/40-17.
I am still monitoring the situation with my engine's oil with Blackstone analysis. I'll be sending in another sample soon to keep tabs on how it's looking but for now the car seems to be driving fine other than that the occasional rough start before smoothing out issue is still there some of the time. I am beginning to wonder if the reason for that might actually have to do with my factory Fuel ECU even though my drivability is not otherwise compromised.
With the summer coming up I will also finally get my rear windscreen covered in light opacity (legal) Llumar CTX film to match the other windows and restore the rear deck speaker covers with a good set I have on standby.
For the 2JZGTE I have at the moment to do:
--Check on the engine build prgress
--Ship my USDM twin turbos and rebuild them later or have Driftmotion work on them both sooner since they are local.
--Get into the USDM 6-speed engine harness body plug wiring for my SC300 application. I still need to find a set of SC300 early style body plugs for this.
--Send my used 550cc USDM TT fuel injectors to Driftmotion for testing and evaluation to determine if cleaning is necessary. The seller (ebay) said that they had been cleaned prior to my purchase of them but I'm sure the right thing to do is to have them cleaned as well as tested.
--Work on cleaning up my TT EGR valve, removing all rust and repainting it while being careful to preserve all of its mechanisms.
For the latter I have found a very informative online tutorial demonstrating how to restore the EGR valve for a Toyota 4A-GE AE86/MR2 engine. It looks to be safe but I am open to any suggestions if anyone thinks something is off in this person's procedure. You want to do it right the first time with one of these parts.
And if using a high temp paint that requires a baking-in final stage, here is the companion video that goes with the one above. NEVER bake vehicle parts and such in the oven you use to cook food. I haven't tried building one of these just yet and I also think it's smart to have a working fire extinguisher handy just in case.
Indeed I will pass through GA with the SC00 when it's time to get the engine in. I will give you a heads up and see if we can meet. I'll be happy to show it to you when it's done! But so many things are still on the to-do list right now. I wish I could speed them all up!
Thank you Jim! Progress is slow but coming along. Likewise your '99 restoration project has blown me away-- beautiful! The amount of work you've gone into so far is a great showcase of how to do it right ;D I still have to get to the repaint phase of my SC down the road. Is a 2JZ-GTE VVT-i swap going to be the next big phase for your car?

 12-14-16, 12:37 PM
12-14-16, 12:37 PM



















































 !
! .
.







































 I still have to get to the repaint phase of my SC down the road. Is a 2JZ-GTE VVT-i swap going to be the next big phase for your car?
I still have to get to the repaint phase of my SC down the road. Is a 2JZ-GTE VVT-i swap going to be the next big phase for your car?